
ファナックのマクロで30年以上稼いでます。④
マクロプログラムを覚えるまでの思考


平成元年より習得したコードですが、30年たった今でも通用しています!
沢山あるマクロプログラムを一つずつ公開してゆきますね。
森製機NC旋盤ファナック15T,0T
遠州マシニングセンターファナック11M,6M,0M
関東機械マシニングセンター三菱メルダス
OKKマシニングセンター、オークマNC旋盤を経て
現在DMG森製機製マシニングセンターが愛機です。
輪郭切削時の深さ制御の方法
旋盤使用中につき
写真は、どのみち暇なので、フライスで小物加工です。
旋盤で加工したほうが、早いのですが、このフライスに付属の円弧サイクルを使って加工します。
まるっきりの、汎用フライスでやろうとすると工夫が必要になり(インデックステーブルなどが必要に)まだまだ時間がかかります。
そんなわけで、今日もGコードマクロのZ切込みの考え方の共有です。
刃物に応じたZ方向の切込み量Kを設定し最終降下点Zをメインプログラムで設定するだけで、走ります。
ぼくは何時も多用している手法です。
Gコードマクロの説明
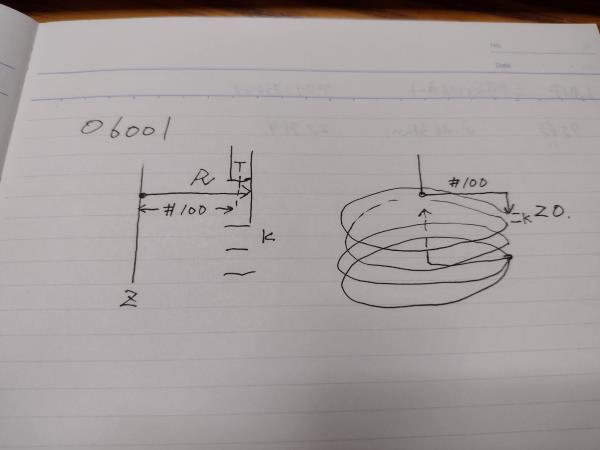
今回は穴の半径Rを指定して、工具径の半分オフセットさせてヘリカルで目的のZまで
切込み量Kづつ下げて繰り返すプログラムを作ります。
まずは実践コードを記します。
ザグリ穴を例に書きます。
O6001(ZAGURI MQ);
- #100=#18-#20/2;
- #101=FUP[#26/#6];
- #6=#26/#101;
- G91G0X#100Y0;
- G90G1Z0F500;
- WHIL[#101GT0]DO1;
- G91G3I-#100Z#6F#9;
- #101=#101-1;
- END1;
- G3I-#100;
- G91G1X-#100Y0F500;
- G90G0Z50.;
- M99;
一行目から解説
1.変数#100に穴の半径R=#18から工具T=#20の半分を引いたものを代入#100=#18-#20/2今回は工具補正を使わないのでこの一行が必要になります。#100は主軸センターの穴中心から見た、移動半径になります。
2.2行目 目的の深さZ=#26を一回のZ切込み量K=#6で割、FUPで切り上げる。割り切れない場合、切り上げる事により想定Kより切込みを少くし、刃物の負荷を軽減する。#101に切込み量Kの時のZ切込み回数が代入される。
3.3行目 Z=#26を2行目の切り込み回数#101で割、一回の実質切込み量を#6に代入する。#6は書き換えられます。
4.4行目 #100の半径移動をG91にしているのは、同じ穴が複数ある場合を想定している為です、G66でも使えます。
5.5行目 加工上面をZ0としています。Z0から何ミリ下げるかをメインのZに書きます。
6.6行目 #101 GT 0 は#101にはZ切込み回数が代入されています。この条件分岐WHILE文は条件が成立している間END1までを繰り返します。なので#101の値は8行目でサイクルを繰り返すたびに一つ減ってゆくので、[#101 GT 0] GTは#101>0なので、0になった時点でぬけて、END1直後へ飛びます。
Z方向、深さ制御が目的です。
今回の肝はこのZ制御の考え方です。1.4.7.10.11行は形状(こんかいは反時計回りの円弧切削) なので、アプローチとZの降下点を決めるための記述です。様々な形状に使えますので、Zの切込みを分けたい時に利用してみて下さい。
メインプログラム例
スタートブログラムNo座標系、工具長補正、省略ワーク上面Z0です。
G90G0Z10.M8;
Z2.;
G65P6001Z-17.K2.R50.T32.;
G90G0Z50.M9;
以下省略
プログラムの設定
100∅の穴で深さ17mmを32∅のカッターで彫り込みます。
40∅の下穴があいています。
G65でP6001を呼び出して、
深さZ,切込み量K,仕上がり円の半径R、使用工具の径T
を入力するだけで使えます。
穴径―下穴径=工具径以下とかの限定条件がありますが、
応用できますので、参考になれば幸いです。
今回の説明は以上になります。
