
ファナックのマクロで30年以上稼いでます。⑦
暇な時間の過ごし方 廃材で生爪でも作りましょう。


平成元年より習得したコードですが、30年たった今でも通用しています!
沢山あるマクロプログラムを一つずつ公開してゆきますね。
森製機NC旋盤ファナック15T,0T
遠州マシニングセンターファナック11M,6M,0M
関東機械マシニングセンター三菱メルダス
OKKマシニングセンター、オークマNC旋盤を経て
現在DMG森製機製マシニングセンター
CMX1100V が愛機です。
コロナウイルスと東京オリンピックの経済的影響はこれから出てくると思います。
高度成長期でもなければ、少子高齢化の時代です。
コンビニや配膳まで機械化されコンピューターが制御してくれます。
段々と人の仕事がロボットに変わる転換期なのでしょう。
高性能の機械のおかげで暇です。
昔のように人海戦術で1工程ごとにボール盤や汎用機でやっていればそれなりに仕事はできるのですが。
マシニングセンターで一気にかたずけるとすぐに暇になります。
そんな時はジグ作りです。
先日生まれた廃材を何か利用出来ないか検討した結果、生爪になりました。
生爪は旋盤でよく使う消耗品です。
ワークに合わせて削って使うので、いくらあっても先々使うでしょう。
若い頃、NC旋盤用で背中がセレーション物を汎用機で作りました。
その頃は仕事が沢山あったので、生爪を作るよりも購入して仕事をこなしたほうが儲かりました。
海外製をまとめ買いすると一セット4000円しなかったと思います。
今は暇なときに、明日使うであろうジグや工具を作り備えましょう。
角取り粗びきマクロの製作
今日は角どり、端面切削用のマクロです。
何を作るにしても角取りは基本中の基本です。
その角取りで使う端面切削と上面フライスのマクロを組んでみました。
廃材を利用しているので、材料がバラバラです。
そんな時はバイスを基準にしてバイスからいくつの所からいくつの所まで削るという考え方で組んでみます。
僕は何時もバイスの右と左を座標系G54とG55に登録してあります。
たいして精度の要らない加工はこの座標系を使います。
今回の工程は右側を削り全長を決めます。
なので左に付きアテをして、右角基準G54を使います。
マクロに渡す要素の定義は
A Zのアプローチポイント バイス上面からワークの上端までの距離
X 仕上げ位置、バイスから右方向の仕上がり距離
W Y方向のワーク幅
Z Z方向ワークの厚み
K 一回のZ切込み量
T ツール直径
F 送り
この端面切削マクロを使う時はだいたい32パイのカッターなのでK.T.Fあたりは固定でも良いです。
座標系でセオリー通りワーク上面を0とした場合、Aは常に0でOKです。
なのでワークに合わせて、XWZのみ書き換えれば全長が決まります。
微調整はXの書き換えのみです。

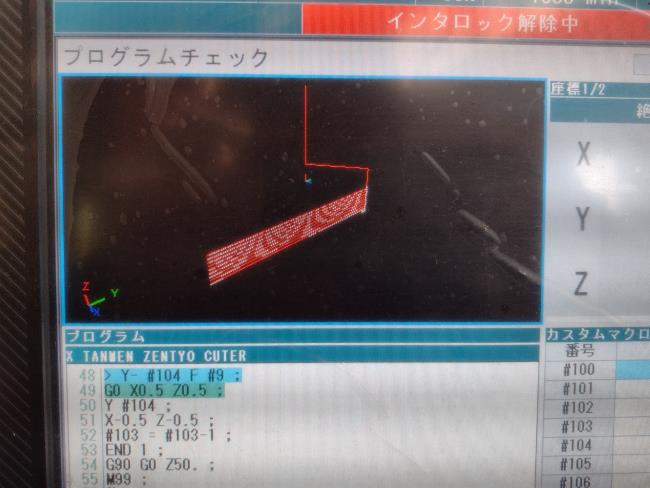
O5514(X TANMEN ZENTYO CUTER )
N10( CUTTER, AP Z#1 X#24 T#20 W#23 Z#26 K#6 D F)
#100=#20/2+2.0 Yアプローチ、刃物半径と2mmのクリアランス
#101=#20/2+#24(X NOKORI ) Xアプローチ 刃物半径とX値
#102=FUP[#26/#6](Z KAISUU) Z切込み回数切り上げで
#6=#26/#102(JISSITU Z TORISIRO)実質の切込み量Zを指定値で止める為
#103=#102+1(JISSITU Z KAISUU)今回はZを1回多く切り込む
#104=#100+#23+2.(Y IDOU) Yの移動はG91で指定、2mmは取り残し防止
G90G0X#101Y#100 アプローチ
G90Z#1 Aで指定した高さへ
WHILE[#103GT0]DO1 Z繰り返し回数条件 GEとしても一回多くなる
G91G1Z-#6F1000 Z切込み空振りなのでG0でも良い
Y-#104F#9 Y方向切削送り
G0X0.5Z0.5 にげ
Y#104 スタート位置に早送り
X-0.5Z-0.5 逃げ分戻し
103=#103-1 一回終わりGT0まで繰り返す。
END1
G90G0Z50.
M99

今回はZ方向へ切込みKずつ切削しました。
このプログラムの応用は刃物をエンドミルに替えてZは固定でX方向にI切込んで行くとか、Y方向にJ切込み量で行くとか考え方は同じで応用できます。
マクロ引数も僕はX-I.Y-J.Z-Kと組み合わせて書いておりますが、なんでもいいです。
自分が分かりやすいものです良いのです。
コンピューターは上から順番に処理してくれます。
自分が刃先になった気分で行きたい方向をイメージすると分かりやすいです。
O5555( MAIN )
N10( MAIN TANMEN, 32.000,T6 H6 )
G90G54G17G0X0Y0
G43Z50.H6S1000M3
Z20.M8
G65P5514A17.X15.W75.Z15.K2.T32.D6F250
G90G0Z50.M9
M5
G91G28Y0Z0
G91G30X0
M30
メインは一行で完結。
以上端面でした、次回は上面フライスマクロを書きます。
