
ファナックのマクロで30年以上稼いでます。
マシニングセンターのプログラミング マクロ 第一話 職人向けの話題
本業公開!NC旋盤マシニングセンターを操る
サンガクエンジニアリング創業時より取り組みました、
NC旋盤で習得したファナックGコードの解説です。
CAD CAMが手ごろな値段で入手できる現在は、
ふれる機会はないかもしれませんが、よく使う加工プログラムを
パターン化しマクロ登録しておくことで、数字を置き換えるだけで
加工できますので、非常に段取り替えが早いのです。
プログラムをマクロで作りこむことで、プログラミングと確認作業が
めちゃくちゃ早いのです。

平成元年より習得したコードですが、30年たった今でも通用しています!
沢山あるマクロプログラムを一つずつ公開してゆきますね。
森製機NC旋盤ファナック15T,0T
遠州マシニングセンターファナック11M,6M,0M
関東機械マシニングセンター三菱メルダス
オークマNC旋盤を経て
現在DMG森製機製マシニングセンターが愛機です。
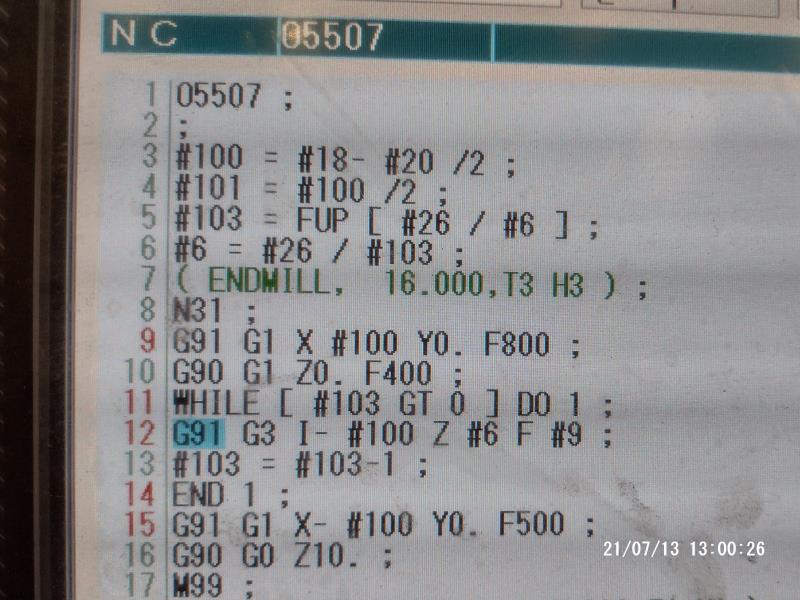
表題の写真の中身を解説
基本条件はX-Y平面
加工面Z0設定です。
メインプログラムより、G65,G66でマクロを呼び出し、各因数を渡します。
記念すべき第一回目はエンドミルやスロアウエイカッターなどで穴開けをヘリカルで行うマクロプログラムです。
まずは、行ごとの意味を書きます。
因数要素は好みで決めます。
#18はR 穴の直径
#20はT 使う工具の直径
#26はZ 掘り込む深さZマイナス方向の深さ
#6 はK ヘリカルで一回転当たりのZ切込み量
メインプログラムは
G65P5507R20.0T18.0Z-50.0K1000;
G65 マクロ呼び出し
P5507 5507番のプログラム呼び出し、機械メーカーによっては
サブプログラムを呼ぶときの記号はP,L,など違いがあります。
R40.0 40パイの穴をあけます。
T18.0 工具は18パイのエンドミルを使用
Z-50.0 深さ―50ミリまで掘る。
K1000 ヘリカル切削の一回転あたり1mm掘る、K1.0とK1000は同意です。
上記はメーカーの仕様やパラメーター設定にも寄りますので若干書式の違いはあります。
マクロ本体の解説です。
O5507 (プログラム番号);
#100=#18/2; (変数#100にR あなの直径割る2で半径を代入);
#101=#100/2; (変数#101 この記述はミスです、使っていない変数です)
#103=FUP[#26/#6];(変数#103にカウントの為の回数を表現、FUPは切り上げの意味 Z深さをK切込みで割り、Z切込み回数を決める。)
#6=#26/#103; (Zを切込み回数でわり、ヘリカルイ回転当たりのZ真数を決める)
(カッコ内はコメントです);
N31;(シーケンス番号 特に意味なし、条件分岐で飛ばすときに使うGOTO31とか)
G91G1X#100Y0F800;(G91インクリメンタル今いる場所からG1切削送りでX#100Y0へF800送り800㎜/minで.X#100にX#100=#18/2の値が代入される。)
G90G1Z0F400;(G90アブソリュート座標原点よりG1切削送りでZ0へF400で)
WHILE[#103GT0]DO1;(WHILE#103の値がGT 0 ゼロより大ならば、真ならEND1までを繰り返し、偽ならEND1移行へ飛びます。)
G91G3I-#100Z#6F#9;(G91インクリメンタル今いる所から、G3反時計周りでI-#100半径Xマイナス方向へ円弧切削同時にZ#6に#6=#26/#103の値が代入される。F#9メインのFの値が代入される。)
103=#103-1;(回数カウント一つ減らし[#103 GT 0]真ならばWHILE文間を繰り返す。)
END1;(END1はWHILE文のDO1とセットで使います)
G91X-#100Y0F500;(G91インクリメンタルその場からX-#100Y0元のスタート位置に戻ります,F500mm/min送りで。
G90G0Z10.;(G90アブソリュート座標原点よりG0早送りでZ10.0へ逃がします。
M99;(サブプログラム終了、メインへ戻ります。ここも機械メーカーによりG25とか、既述の違いがありますので、ご自身の機械メーカーの仕様書を熟読してください。)
このプログラムでは、抜け穴想定ですので、止まり穴の場合
END1 直後に G91G3I-#100 ;を追加してください。
穴底を平らにします。
以上、簡単なマクロの説明でした。
これから書き方など勉強しながら、読みやすさの向上を目指します。
刃先の動きを図解で説明する方法も探します。
御精読ありがとうございました。
