
ファナックマクロプログラミング実践編
R面取りマクロ作ってみました。
斜面と垂直面の角をRにしたかったので、欲をかいて斜面の角度と角のRを指定すると動くマクロを作ってみました。
暇な物で今後使えるであろうマクロプログラミングを練習するのです。
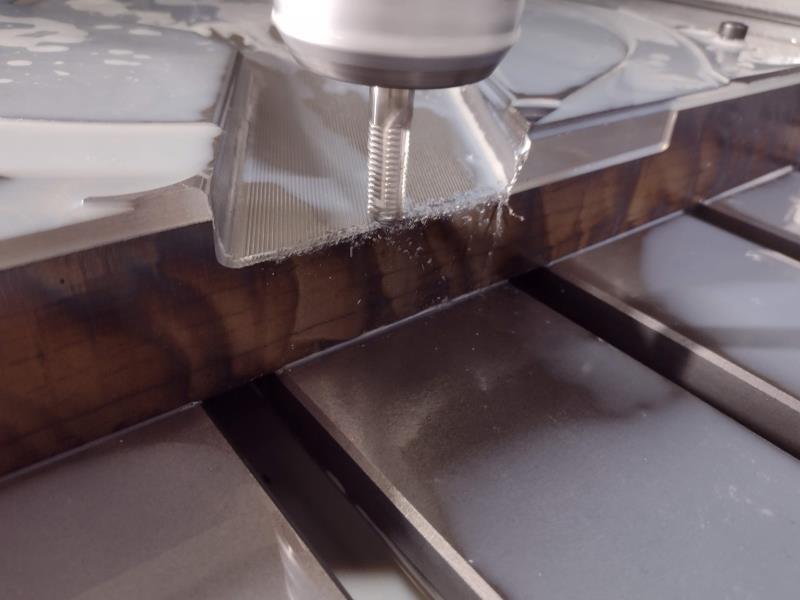
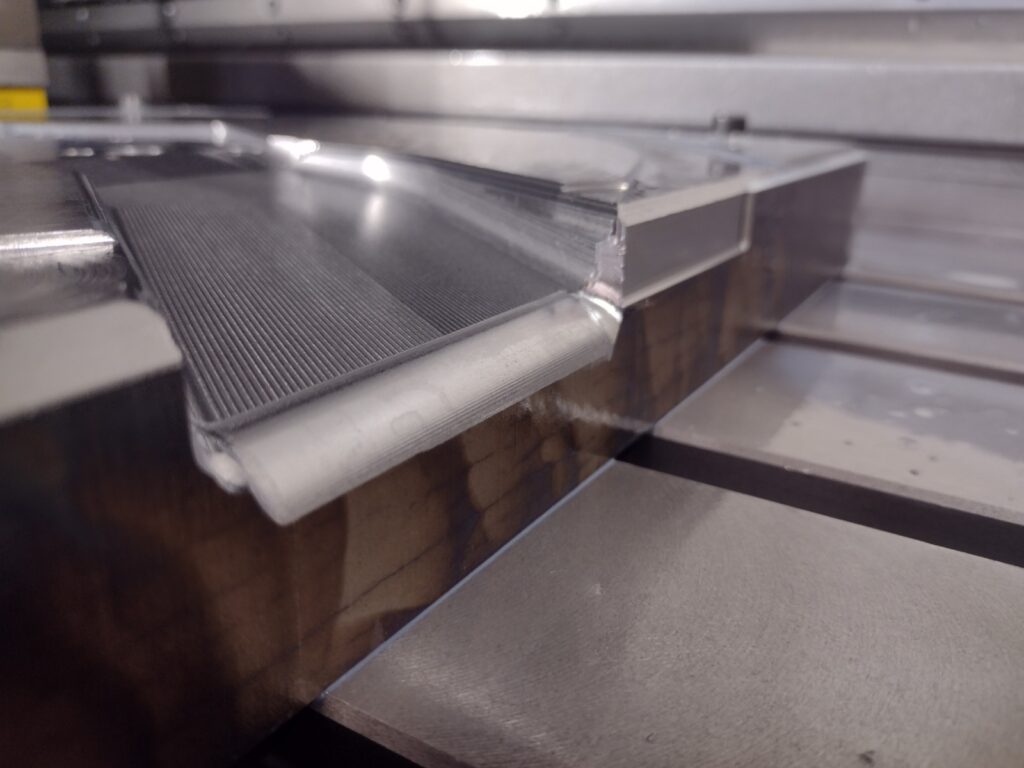
写真は右側がYプラスで奥の溝が傾斜になっています。
右から左、YからYマイナス方向へ上から下方向に切込み量IづつR移動しながら削ります。
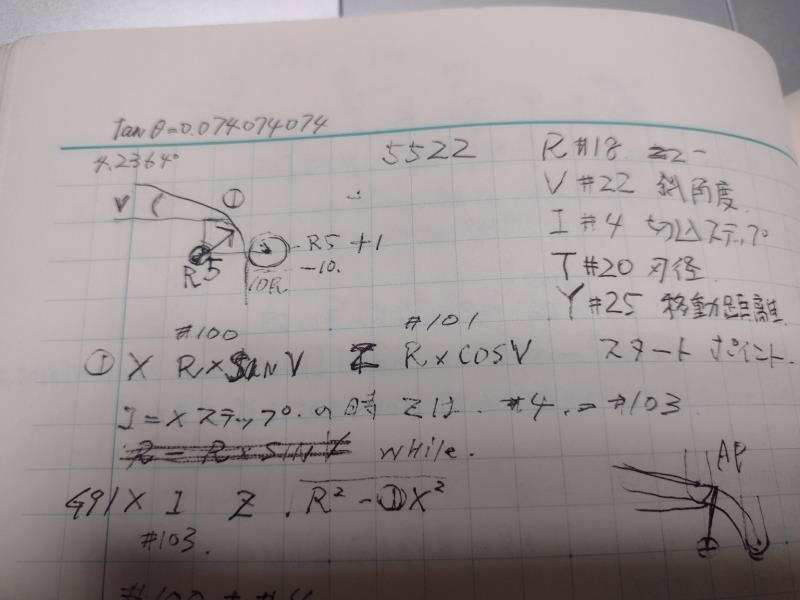
①がアプローチポイントで傾斜角はV=4.2364度 R=5mm 10パイ5Rボールエンドミル使用想定
Rの移動はX-Z平面でG02時計回転でI分割移動します。
座標は刃先ポイントではなくボールエンドミル中心で考えました。
では、マクロ本体です。
O5522
#104=#18+[#20/2] (R+Tool半径)
#100=#104xSIN[#22] (V#22 傾斜角 R中心よりX成分)
#101=#104xCOS[#22] (同上Z成分 斜面とRの交点でスタート位置)
#102=FUP[[#104-#100]/#4] (工具中心から見たR半径を1回移動量Iで分割回数)
#4=[#18-#100]/#102 (スタート位置から残り移動距離の実質切込み量)
#103=#4+#100 (初回X座標)
G90G0X#100
G1Z#101 F200
WHILE[#102 GE 0] DO1
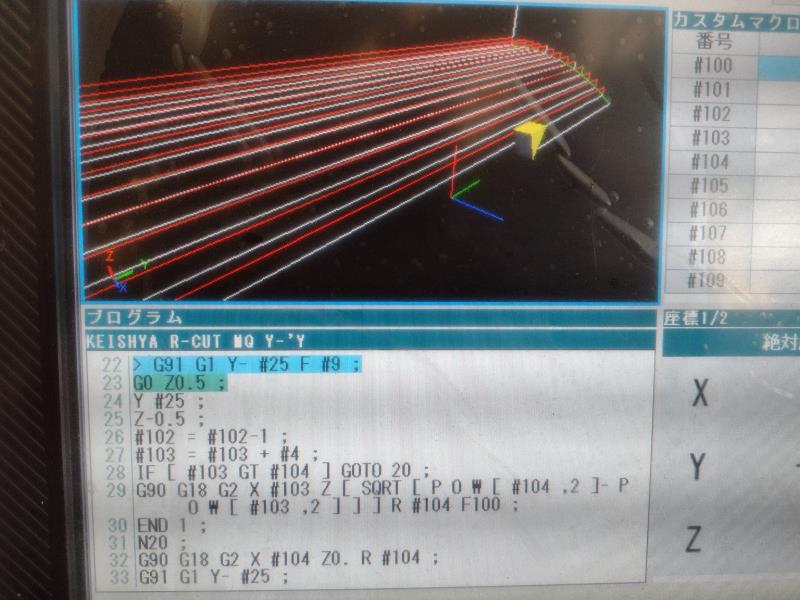
G91G1Y-#25 F#9
G0Z0.5
Y#25
Z-0.5
#102=#102-1
#103=#103+#4
IF[#103 GT #104] GOTO 20
G90G18G02X#103 Z[SQRT[POW[#104,2]-POW[#103,2]]] R#104 F100
END 1
N20 G90G18G02 X#104 Z0 R#104
G91G1 Y#25
G90G17G0 Z50.
M99
アプローチポイントからYマイナス方向へY#25走ります。
IF文は最後確実にZ0まで走らせるために入れてあります。
交わる傾斜は角度Vに指定します。
直角の場合V=0で試してみました。
V=0とV=30でやってみましたが、うまく走りました。
あまり良くないハイスの10パイボールエンドミルで切れ味が今一でしたが
I=0.1とか分割回数を細かくすると良いヒキメが出ます。
メインは
G65 P5522 R5. V4.23 I0.2 T10.Y76.F200 ;
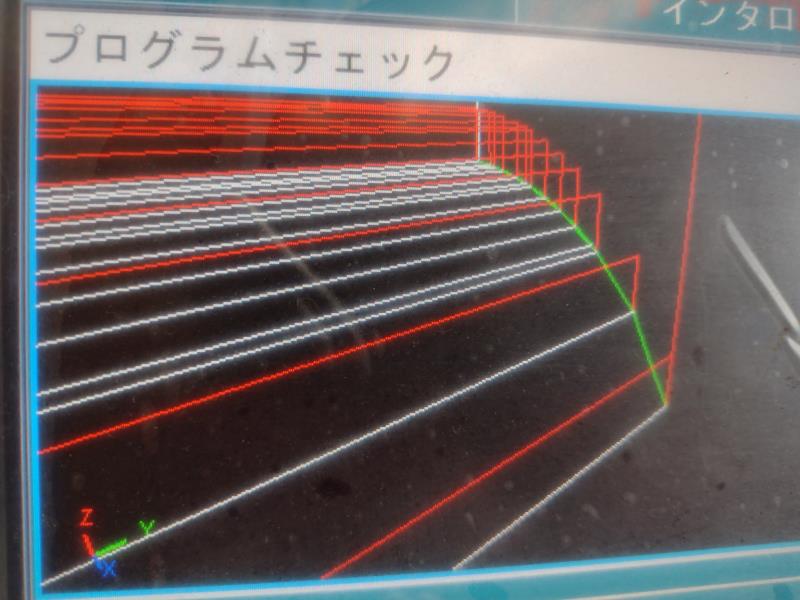
完成写真UPします。
R部分をY方向で走らせたために、角の処理がうまくできませんでした。
今後の課題です。
