
ファナックマクロプログラミング実践編その2
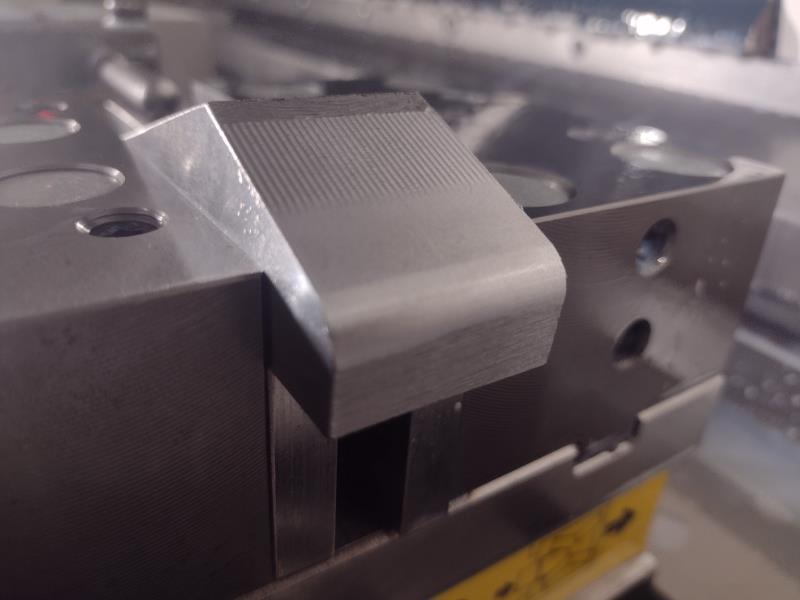
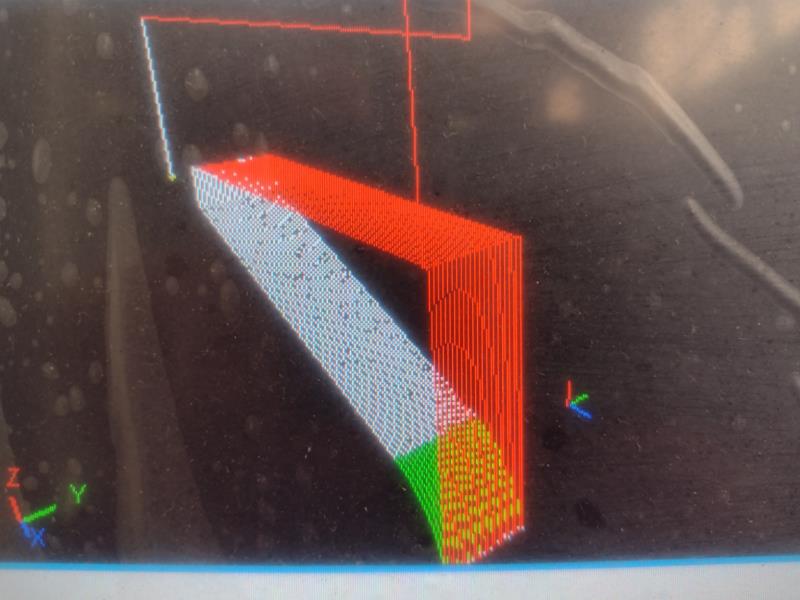
傾斜とRをつなげてX方向に走らせるマクロを作ってみました
前回のマクロの延長戦です。

前回のはせこくRだけ採れるマクロだったのですが、どうせなら斜面を降りてきてRを採れるといいのでやってみました。
メインで指定するのはRとX長さとY方向の幅、V傾斜、後はY方向の切込みステップJ、ツール径T,送りFです。
角度を指定できるところがお気に入りです。
あと、Xと角度を0にすると直角のR面取りもできるので、前回のマクロは不要?
かもしれませんが、Y方向に走るのでとっておきます。
原点は今後改善ですね。
Rが変わるたび原点を入れ直すのがちょいと厄介かな。
あと、角度が実測と計算通りに行かないのが悔しいです。
改善されても、0.2度くらい多くなりどこか間違いがあるのかもしれません。
Xの値を伸ばして、全部取り切れば問題なしですが、角度的に測定できないのでそのうちに測定器で測ってみてもらいます。

そんなに使うことが無いかもしれないですが、便利です。
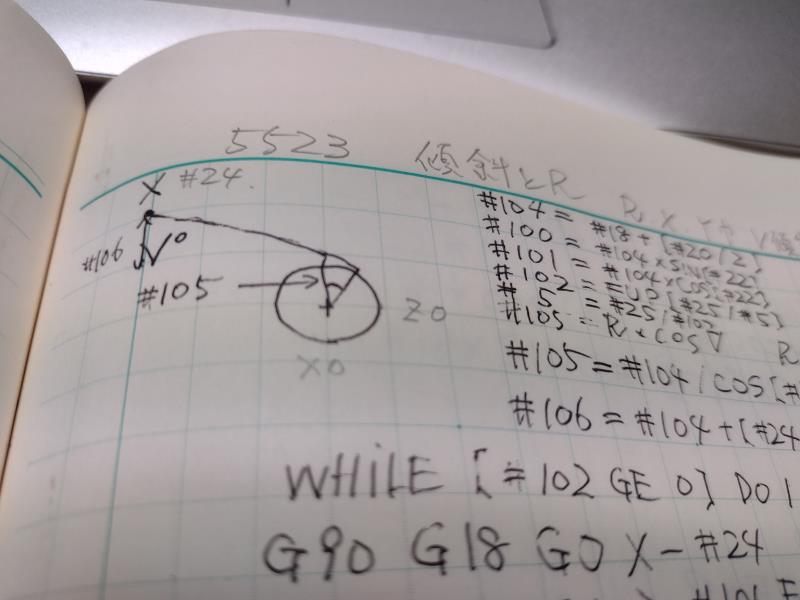
O5523
#104=#18+[#20/2]
#100=#104xSIN[#22]
#101=#104xCOS[#22]
#102=FUP[#25/#5]
#5=#25/#102
#105=#104/COS[#22]
#106=#104+[#24xTAN[#22]]
WHILE[#102 GE 0] DO1
G90G18G0 X-#24
G1Z#106F200
X#100Z#101F#9
G3X#104Z0R#104
G91X0.5F500
G90G0Z[#106+5.]
G91Y-#5
#102=#102-1
END 1
G90G17G0Z100.
M99
メインは
G65P5523R5.X30.Y32.V5.J500T10.F300

色々な制約は出てきますが、マクロは組み合わせることでほとんどの加工が短時間のプログラミングで可能になります。
チャレンジしてみて下さい。
